科技赋能矿山安全 采煤机状态监测球机筑牢生产防线
煤矿井下作业环境恶劣,瓦斯、粉尘、强震动等因素交织,采煤机作为核心采掘设备,其运行状态直接关乎生产效率与人员设备安全。传统人工巡检模式受限于环境局限,难以精准捕捉设备隐患,而采煤机状态监测球机的普及应用,为煤矿智能化安全开采提供了全新解决方案,成为守护井下作业的“智能哨兵”。

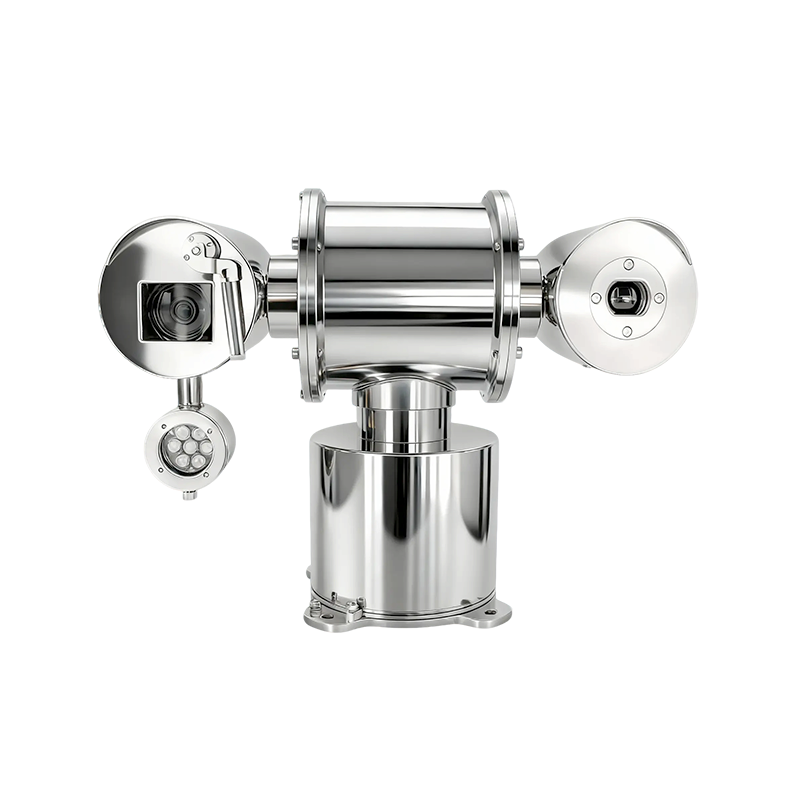
采煤机状态监测球机专为井下场景量身打造,具备极强的环境适配能力。设备采用矿用本安防爆设计,外壳密封严实,可有效抵御高粉尘、高湿度侵蚀,通过严苛的抗振测试,即便在采煤机高频振动的极端工况下,仍能保持稳定运行。同时,其搭载400万像素高清镜头与红外夜视模块,配合强光抑制、补光功能,突破井下光线昏暗的局限,实现24小时不间断高清成像,让滚筒截割、零部件运行等细节清晰可见。
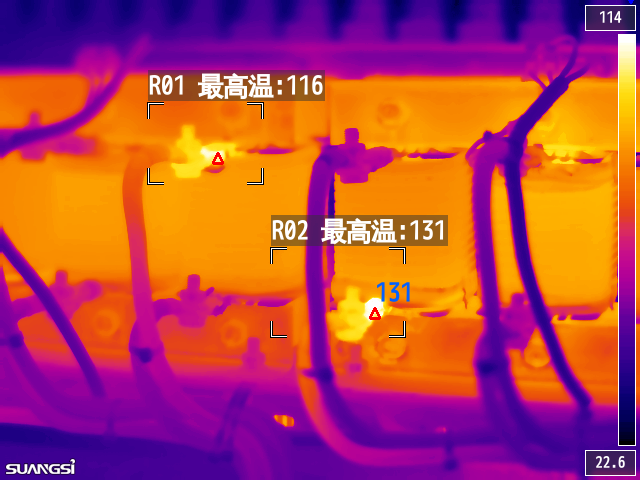
无死角实时监测与智能预警是该设备的核心优势。通过360°旋转调节与变焦功能,设备可全方位覆盖采煤机作业全场景,精准捕捉截齿磨损、滚筒跑偏、轴承松动等细微隐患,杜绝视角盲区。依托AI智能分析技术,设备能自动识别异常振动、温度超标等风险,实时发出声光预警,并将隐患信息传输至地面监控中心,为工作人员预留充足处置时间,实现“隐患早发现、早预警、早处置”。
该设备不仅提升了安全管控水平,更推动采煤运维向高效化、精细化转型。相较于传统人工巡检,它大幅减少了工作人员井下作业时间,降低了危险暴露风险,同时通过实时数据存储追溯,便于后续故障排查与参数优化,减少设备停机损失。其轻薄的机身设计适配井下狭小空间,安装便捷不挡道,可与井下物联网、大数据平台联动,融入智能采矿闭环管控体系。
随着煤矿智能化转型加速,采煤机状态监测球机已成为智能采掘系统的重要组成部分。它破解了井下设备监测难题,兼顾安全保障与生产效率提升,为煤矿行业高质量发展注入科技力量。未来,随着技术迭代,设备将融合更先进的智能算法,持续优化性能,为井下作业提供更全面、精准的安全保障,助力采矿行业向更安全、高效、智能的方向迈进。